Attīstoties elektroniskajām tehnoloģijām, salīdzinoši uzlabojas elektronisko komponentu efektivitāte, kā arī palielinās siltuma daudzums.
Lai uzturētu normālus darba apstākļus, efektīva siltuma izkliede ir diezgan svarīga. Siltuma izlietne, lai izkliedētu elektrisko komponentu darbības radīto siltumu un uzlabotu to darba efektivitāti.
Siltuma izlietnegalvenokārt ir izgatavots no alumīnija sakausējuma, misiņa vai bronzas plākšņu, lokšņu vai vairāku lokšņu formās. Piemēram, CPU centrālais procesors datorā, barošanas caurule un līnijas caurule televizorā, kā arī jaudas pastiprinātāja caurule jaudas pastiprinātājā izmanto siltuma izlietnes.
Siltuma pārneses veidi:
1. Dabas konvekcija: plūsma, ko izraisa nevienmērīgs šķidruma temperatūras lauks, nepaļaujoties uz ārējiem spēkiem, piemēram, sūkņiem vai ventilatoriem.
2. Spēka konvekcija: šķidruma vai gāzes konvekcija ārēja spēka ietekmē.

(Dzistētāja ar ventilatoru)
3. Šķidruma dzesēšana:Izmantojiet sūkni, lai cirkulētu šķidrumu siltuma caurulē un izkliedētu siltumu.

(šķidruma dzesēšanas plāksne)
Siltuma izlietnes vēsture
Kā zināms, elektronisko iekārtu darba temperatūra nosaka to kalpošanas laiku un stabilitāti. Lai saglabātu datora darba temperatūru saprātīgā diapazonā, ir jāveic siltuma izkliedēšana. Palielinoties datora skaitļošanas jaudai, enerģijas patēriņa un siltuma izkliedes problēma arvien vairāk ir kļuvusi par neizbēgamu problēmu.
Galvenie datora siltuma avoti ir centrālais procesors, mātesplate, grafiskā karte un citi komponenti, piemēram, cietais disks. Ievērojama daļa no viņu darba laikā patērētās elektroenerģijas tiks pārvērsta siltumā. Īpaši pašreizējai augstākās klases grafikas kartei tā var viegli sasniegt 200 W enerģijas patēriņu, un tās iekšējo komponentu sildīšanas jaudu nevar novērtēt par zemu. Lai nodrošinātu tā stabilu darbību, vairāk nepieciešams efektīvi izkliedēt siltumu.
Pirmā paaudze - laikmets bez siltuma izkliedes jēdziena
1995. gada novembrī voodoo grafiskās kartes dzimšana ienesa mūsu redzējumu 3D pasaulē. Kopš tā laika personālajam datoram ir gandrīz tāds pats 3D apstrādes spējas līmenis kā arkādei, radot īstu 3D apstrādes tehnoloģiju laikmetu. Kopš tā laika grafisko mikroshēmu attīstība ir bijusi ārpus kontroles. Pamata darba frekvence ir palielināta no 100MHz līdz 900MHz, un tekstūras piepildīšanas ātrums ir pieaudzis no 100 miljoniem sekundē līdz 42 miljardiem sekundē (GTX480). Saskaroties ar tik lielām veiktspējas izmaiņām, karstums ir ļoti liels.
Grafikas kartei tiek izmantotas arī dzesēšanas iekārtas, piemēram, gaisa dzesēšana, siltuma caurule un pusvadītāju dzesēšanas mikroshēma. Šodien iepazīstināsim ar galveno grafisko karšu dzesēšanas iekārtu attīstību un tendencēm.
Kad voodoo grafiskā karte pirmo reizi tika palaista, nebija siltuma izkliedēšanas iekārtu, un kodola parametri bija pakļauti mums. Salīdzinot ar pašreizējo galveno grafisko karti, tajā laikā par GPU nebija teikts. Grafiskās kartes galvenās kodola mikroshēmas apstrādes jauda ir pat vājāka nekā pašreizējā tīkla kartei, tāpēc siltums ir gandrīz nulle, un siltuma izkliedēšana gandrīz nav nepieciešama.
Otrā paaudze - siltuma izlietnes pielietojums
1997. gada augustā NVIDIA atkal ienāca 3D grafikas mikroshēmu tirgū un izlaida NV3, tas ir, Riva 128 grafikas mikroshēmu. Riva 128 ir 128 bitu 2D un 3D paātrināts grafikas kodols ar kodola frekvenci 60 MHz. Kodola sildīšana pamazām ir kļuvusi par problēmu, un siltuma izlietnes pielietojums ir oficiāli ienācis grafikas karšu jomā.
Trešā paaudze -- gaisa dzesēšanas un siltuma izkliedes laikmeta atnākšana
Tnt2 izlaišana bija kā smaga lode, kas trāpīja 3dfx sirdī. Pamatfrekvence ir 150MHz, kas tajā laikā atbalsta gandrīz visas 3D paātrināšanas funkcijas, tostarp 32-bitu renderēšanu, 24 bitu z-buferi, anizotropo filtrēšanu, panorāmas pretizmantošanu, aparatūras izliekto ieliekto kartēšanu, uc Veiktspējas uzlabošana nozīmē apkures palielināšanu, bet tehnoloģiju jomā nav liela progresa. Joprojām tiek izmantots 0,25 mikroni, tāpēc pasīvā siltuma izlietnes metode vairs neatbilst pašreizējām prasībām, grafiskajā kartē sāciet izmantot aktīvo dzesēšanas režīmu.
Dzesēšanas sistēma twinturbo-ii (otrās paaudzes pilnībā pārklāta divu turbīnu dzesēšanas ventilators), dzesēšanas ribiņas pilnībā pārklāj visu grafisko karti. Iedarbinot, gaiss izies un ieplūdīs caur diviem ventilatoriem vienā virzienā, kas var efektīvi ātri noņemt mikroshēmas un video atmiņas siltumu. Turklāt divi ventilatori ar lodīšu gultņiem var efektīvi samazināt troksni, un metāla siltuma izkliedes tīkls pagarina kalpošanas laiku.
Lai gan ātrgaitas ventilators ir labākais veids, kā atrisināt siltuma izkliedes problēmu, daži draugi nevar izturēt ventilatora radīto troksni, baudot 3D spēles. Par laimi, siltuma cauruļu tehnoloģijas pielietošana tikai atrisina šo problēmu.
Tas parasti sastāv no galvenā siltuma absorbcijas bloka, aizmugurējā siltuma absorbcijas bloka, divām lielas platības siltuma izlietnēm un siltuma caurules. Kā pasīvā siltuma vadīšanas ierīce siltuma caurule ātri pārnes siltumu no siltuma absorbcijas sekcijas uz siltuma izdalīšanas sekciju caur iekšējā darba šķidruma fāzes stāvokļa maiņu un pēc tam atgriežas siltuma absorbcijas sekcijā, paļaujoties uz iekšējo kapilāro struktūru. . Tas pārvietojas uz priekšu un atpakaļ bez enerģijas patēriņa un trokšņa.
Turklāt tam ir spēcīga siltuma vadīšanas spēja. Tas realizē ātru siltuma pārnesi ierobežotā telpā, lai palielinātu siltuma izkliedes laukumu, tas ir efektīvs līdzeklis, lai ievērojami uzlabotu pasīvās siltuma izkliedes efektu. Tomēr šai siltuma izkliedes metodei joprojām ir trūkumi, jo siltuma izkliedes jauda nav pietiekami spēcīga un to var izmantot tikai vidējā gala kartē. Ja šī tehnoloģija tiks izmantota augstākās klases ierīcēs, ir jāpievieno ventilators.
Siltuma izkliedes aprēķina princips
Vispārējā siltuma izkliedēšanas metode ir uzstādīt ierīci uz siltuma izlietnes, siltuma izlietne izkliedē siltumu gaisā, un siltums galu galā tiks izkliedēts dabiskās konvekcijas ceļā.
Vispārīgi runājot, siltuma plūsmu (P) no radiatora uz gaisu var attēlot šādi:
Formulā P=HA η △ T
H ir siltuma izlietnes kopējā siltuma pārneses vadītspēja (w/cm2 grāds),
A ir siltuma izlietnes virsmas laukums (cm2),
η siltuma izlietnes efektivitātei,
△T ir starpība starp siltuma izlietnes maksimālo temperatūru un apkārtējās vides temperatūru (grādos).
Iepriekš minētajā formulā h nosaka starojums un konvekcija (dabiskā konvekcija, piespiedu konvekcija un materiāls)
η To galvenokārt nosaka izmantotā siltuma izlietnes materiāla izmērs un biezums. Vispārīgi runājot, materiāli ar augstu siltumvadītspēju, piemēram, alumīnijs (2.12w/cm² grāds) un varš (3.85w/cm² grāds) ir diezgan slikti.
η To nosaka siltuma izlietnes komponents. (siltuma uztvērēja struktūras ietekme)
Vārdu sakot, jo lielāks ir siltuma izlietnes virsmas laukums un lielāka temperatūras starpība starp siltuma izlietni un apkārtējo vidi, padara siltuma izlietnes siltuma starojumu efektīvāku.

Karstumizturība
Parametrs:
Rt-----Kopējā iekšējā pretestība, grāds /W
Rtj---- Pusvadītāju ierīču iekšējā termiskā pretestība, grāds /W
Rtc{0}} Interfeisa termiskā pretestība starp pusvadītāju ierīci un siltuma izlietni, grāds /W
Rtf----- Siltuma izlietnes siltumizturība, grāds /W
Tj----- Pusvadītāju ierīces savienojuma temperatūra, grāds
Tc----- Pusvadītāju ierīces apvalka temperatūra, grāds
Tf----- Radiatora temperatūra, grāds
Ta----- Vides temperatūra, grāds
Dators----- pusvadītāju ierīču apkalpošanas jauda, W
△Tfa----- Siltuma izlietnes temperatūras paaugstināšanās, grāds

Siltuma izkliedes aprēķina formula
Rtf{0}}(Ti-Ta)/Pc-Rti-Rtc
Siltuma izlietnes siltuma pretestība RFF ir galvenais radiatora izvēles pamats. TJ un RTJ ir parametri, ko nodrošina pusvadītāju ierīces, PC ir parametri, kas nepieciešami dizainam, un RTC var atrast termoprojektēšanas profesionālajās grāmatās.
(1) Aprēķinātā kopējā termiskā pretestība Rt:
Rt=(Timax-Ta)/gab
(2) Aprēķiniet siltuma izlietnes siltuma pretestību RTF vai temperatūras pieaugumu △ TFA
RTF=RTJ — RTC
△Tfa=Rtf × PC
(3) Atbilstoši siltuma izlietnes darba apstākļiem (dabiskā dzesēšana vai piespiedu gaisa dzesēšana), izvēlieties radiatoru atbilstoši RT vai △ TFA un PC un pārbaudiet atlasītā siltuma izkliedes līkni (RTF līkne vai △ TA līnija). siltuma izlietne. Ja līknē atrastā vērtība ir mazāka par aprēķināto vērtību, tiek atrasta piemērota siltuma izlietne.

Siltumvadītspēja
Siltumvadītspēja garuma vienībā un K nozīmē, cik daudz w enerģijas var pārraidīt, mērvienība: w / m.
"W" apzīmē jaudas vienību, "m" apzīmē garuma mērvienību, un "K" ir absolūtās temperatūras mērvienība.
Jo lielāka vērtība, jo labāka ir siltumvadītspēja.
Siltumvadītspēja (vienība: w / MK) | |||
Ag | 429 | CU | 40L |
Au | 317 | AL | 237 |
Fe | 80 | Pd | 34.8 |
AL1070 | 226 | AL1050 | 209 |
AL6063 | 201 | AL6061 | 155 |
AL1100 | 218—222 | AL3003 | 155—193 |
PAP | 24.5 | ||
AL6063: izplatīts materiāls alumīnija ekstrūzijai
AL6061: CNC metāla apstrāde:
AL1100 vai AL1050: AL spuras parastais materiāls
C1100: Cu fin parastais materiāls
C1020: parasts siltuma caurules materiāls
ADC12 vai ADC 10 vai A380: liešanas materiāls
Siltuma izlietnes klasifikācija
1. Atkarībā no izmantotā materiāla to var iedalīt:
a. Alumīnija siltuma izlietne
b. Vara siltuma izlietne
c. Vara alumīnija kombinēta siltuma izlietne
d. Siltuma caurules spura

2. Saskaņā ar ražošanas procesu to var iedalīt:
a. Ekstrudētas siltuma izlietnes
Šis ir lielisks siltuma izkliedes materiāls, ko plaši izmanto mūsdienu siltuma izkliedēšanā, lielākā daļa ražotāju izmanto AL6063-T5 augstas kvalitātes alumīniju, tā tīrība var sasniegt vairāk nekā 98%, tam ir spēcīga siltumvadītspēja, zems blīvums un zems. cena, tāpēc to ir iecienījuši lielākie ražotāji.

b. Kalšanas un liešanas siltuma izlietne:
Parasti izmanto LED, forma: siltuma izlietne ar noapaļotu tapu

c. AL skiving fin siltuma izlietne
Priekšrocības: siltuma izkliedes zona (atrisina alumīnija ekstrudētā siltuma izlietnes problēmu, jo spura ir pārāk blīva)
Trūkumi: piemērots mazu partiju ražošanai, augstas izmaksas (salīdzinājumā ar alumīnija ekstrudēto siltuma izlietni)

d. Vara dzesētājs:
Priekšrocības: laba siltuma izkliedes veiktspēja, kas atrisina vara ekstrūzijas problēmu.
Trūkumi: augstas izmaksas, liels svars, augsta cietība, grūti apstrādājams (attiecībā pret AL)

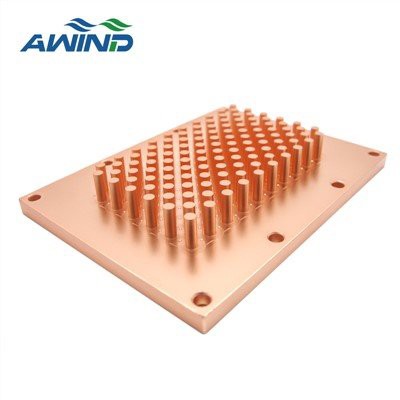
g. Siltuma izlietne ar ieliktni vara
Priekšrocības: zemas izmaksas un masveida ražošana
Trūkumi: struktūra
To galvenokārt izmanto datora centrālajam procesoram. Kontaktdaļa tiek mainīta uz vara bloku. Varam ir ātra siltuma absorbcijas un siltuma vadīšanas enerģija
Ar spēcīga spēka īpašībām tas var ātri nogādāt virsmas vara blokā lielu daudzumu siltumenerģijas, ko rada CPU darbība, un vara bloks ir cieši apvienots ar alumīnija ekstrudēto siltuma izlietni, lai varētu iegūt lielu siltumenerģijas daudzumu. ātri izkliedējas uz alumīnija ekstrudēto siltuma izlietni un tiek noņemts, griežot ventilatoru.

i. savienota siltuma izlietne
Priekšrocības:
Šo tehnoloģiju var patvaļīgi kombinēt un saskaņot ar vara un alumīnija spurām un vara un alumīnija pamatni, kā arī var efektīvi izvairīties no jaunās termiskās pretestības trūkumiem, ko izraisa dažādu metināšanas pastu nevienmērīga siltuma vadīšana metināšanas procesā, var būt liela izmēra siltuma izlietne. ražots.
Trūkumi:
Padariet klientiem lielāku selektivitāti un siltuma risinājumu daudzveidību. Tomēr, ņemot vērā tā apstrādes īpatnības, masveida ražošanas izmaksas joprojām ir pārāk augstas.

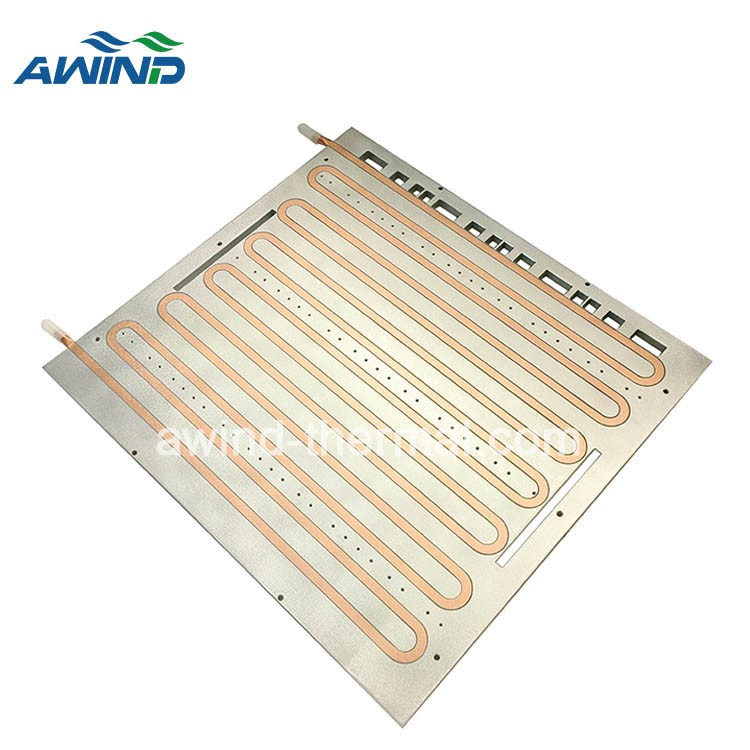
Dzesēšanas plāksne
Dzesēšanas plāksnes dizains:
Dzesēšanas plāksne ir kompakta un plāna plāksnveida forma, kuras iekšpusē ir izvietoti šķidruma kanāli, lai radītu konvekciju starp šķidrumu un dzesēšanas plāksni un izkliedētu lieljaudas elektronisko komponentu siltumenerģijas patēriņu, kas atrodas uz dzesēšanas plāksnes virsmas. .
Dzesēšanas plāksnes izmantošanas priekšrocība ir tāda, ka tā var izkliedēt vairāk siltuma uz laukuma vienību, tāpēc siltuma izlietnes struktūru var miniaturizēt. Dzesēšanas sistēmas trūkums ir tāds, ka tā ir jāizmanto sistēmā ar šķidru vidi, apkope ir sarežģīta un komponentu uzticamība ir augsta.
Ūdens dzesēšanas plākšņu projektēšanas pamats
P: enerģijas patēriņš
Tc, Tj: Tc attiecas uz siltuma izlietnes virsmas temperatūru, Tj attiecas uz mikroshēmas savienojuma temperatūru.
Alva: ūdens ieplūdes temperatūra
Δ TC: siltuma izlietnes virsmas temperatūras paaugstināšanās, Δ T=(Tc-Tin)/P
Tout: izplūdes ūdens temperatūra
△ TW: ieplūdes un izplūdes ūdens temperatūras paaugstināšanās, △ TW=Tout-Tin
Ta: Vides temperatūra
Šķidrums: EGW x%, vai PGW x%, vai ūdens
△ ts: katras mikroshēmas temperatūras starpība uz siltuma izlietnes virsmas
Spiediens: šķidrums Spiediena kritums

Uzticamībaūdens dzesēšanas plāksne
1) Izturība - produkts atbilst konstrukcijas izmantošanas prasībām
2) Spiediena noturības pārbaude - produkts atbilst prasībām attiecībā uz blīvējumu zem augsta spiediena darbības sistēmā
3) Noplūdes pārbaude - produkts atbilst prasībām par noplūdi laika vienībā noteiktos spiediena apstākļos
4) Korozijas izturības prasības - produktā izmantotie izejmateriāli atbilst prasībām par izturību pret koroziju gadiem un bez noplūdēm
5) Vibrācijas prasības - produkts atbilst blīvējuma prasībām noteiktos vibrācijas apstākļos. Un konstrukcija nav bojāta, necaurlaidība nav samazināta.
6) Cita veida, piemēram, līdzenums, raupjums, skrūves vilkšanas spēks, skrūves priekšslodze utt

Ūdens dzesēšanas plāksnes apstrādes tehnoloģija:
1) CNC kanāla tips: CNC (rievošana) + argona loka metināšana, CNC (rievošana) + lodēšana, CNC (rievošana) + vakuumlodēšana, CNC (rievošana) + berzes metināšana, CNC (rievošana) + O gredzens
2) Dziļo caurumu apstrādes forma: pistoles urbis + argona metināšana, pistoles urbis + vītņgriezis + argona metināšana, pistoles urbis + O gredzens, pistoles urbis + vītņgriezis + O gredzens
3) Liešanas forma: gravitācijas liešana ierakta caurule, gravitācijas liešana + argona metināšana · gravitācijas liešana + cietlodēšana, gravitācijas liešana + vakuumlodēšana, gravitācijas liešana + berzes maisītāja metināšana
4) Spoles metināšanas forma: CNC alumīnija plāksne + vara caurule + epoksīds, CNC alumīnija plāksne + tērauda caurule + epoksīds, CNC alumīnija plāksne + vara caurule + alvas metināšana
5) Īpaši plānas ūdens dzesēšanas plākšņu process: platu plakanu cauruļu metināšana, štancēšanas lokšņu difūzijas metināšana, štancēšanas lokšņu lodēšana, štancēšanas lokšņu vakuumlodēšana
6) Ekstrudētas ūdens plāksnes forma: masīva šunta cauruma ūdens plāksne, īpaši plāna akumulatora ūdens dzesēšanas plāksne
Virsmas apstrāde
1. Smilšu strūkla
Smilšu strūkla ir metode, kas izmanto saspiestu gaisu, lai lielā ātrumā izpūstu kvarca smiltis, lai notīrītu detaļu virsmu. To sauc arī par smilšu pūšanu. Tas ne tikai noņem rūsu, bet arī noņem eļļu. Pārklāšanai tas ir ļoti piemērots rūsas noņemšanai no detaļu virsmas; Modificēt detaļas virsmu; Augstas stiprības skrūvju savienojums tērauda konstrukcijā ir progresīva metode. Tā kā augstas stiprības savienojums izmanto berzi starp savienojuma virsmām, lai pārnestu spēku, tam ir augstas prasības savienojuma virsmas kvalitātei. Savienojuma virsma jāapstrādā ar smilšu strūklu.
Smilšu strūklu izmanto sarežģītai formai, viegli noņemamai rūsai manuāli, zemai efektivitātei un sliktai vietnes videi.
Smilšu strūklas mašīnai ir dažādu specifikāciju smilšu strūklas pistoles. Kamēr tā nav īpaši maza kastīte, ieroci var ielikt žāvēšanai.
Spiedientvertnes atbalsta produkti----Galva izmanto smilšu strūklu, lai noņemtu oksīda apvalku no apstrādājamās detaļas virsmas. Kvarca smilšu diametrs ir 1,5–3,5 mm.
Ir sava veida apstrāde, kurā ūdens tiek izmantots kā nesējs, lai virzītu smilšu strūklu, lai apstrādātu detaļas, un tas ir smilšu strūklas apstrāde.

2.Alumīnija sakausējumu virsmas apstrāde
1). Alumīnija sakausējuma galvanizācijas process
Alumīnija un tā sakausējumu ķīmisko un fizikālo īpašību dēļ alumīnija detaļu galvanizācija ir daudz grūtāka nekā tērauda pamatnes galvanizācija, un ir jāveic dažas īpašas apstrādes. Tālāk ir aprakstīta automašīnu alumīnija sakausējuma riteņu rumbas galvanizācijas procesa plūsma
Pulēšana - skrotis (selektīva) → ultraskaņas vaska noņemšana → mazgāšana ar ūdeni → kodināšana ar sārmu un eļļas noņemšana → mazgāšana ar ūdeni → kodināšana ar skābi (izgaismota) → mazgāšana ar ūdeni → iegremdēšana ar ūdeni → mazgāšana ar ūdeni → cinkošana → mazgāšana ar ūdeni → iegremdēšana ar ūdeni → mazgāšana ar ūdeni → galvanizācija tumšais niķelis → mazgāšana ar ūdeni → skābs spilgts varš I → mazgāšana ar ūdeni → pulēšana → ultraskaņas vaska noņemšana → mazgāšana ar ūdeni → katoda elektrolītiskā eļļas noņemšana → mazgāšana ar ūdeni → aktivācija → mazgāšana ar ūdeni → daļēji spilgts niķelis → niķelis ar augstu sēra saturu → spilgts niķelis → niķelis blīvēšana → mazgāšana ar ūdeni → hromēšana → mazgāšana ar ūdeni
2). Alumīnija sakausējuma bezelektroniskās pārklāšanas process
Alumīnija sakausējuma bezelektroniskā niķeļa pārklājumu ražotāji arvien vairāk pieņem, pateicoties tā lieliskām veiktspējai. Bezelektroniskā niķeļa pārklāšana ir pazīstama arī kā niķeļa fosfora pārklāšana. Alumīnija sakausējuma virsma (datora siltuma izlietne, cietais disks utt.) izmanto šādu procesu
Normālas temperatūras ķīmiskā attaukošana → tekoša ūdens attīrīšana x 2 → termiskā attaukošana → tekoša ūdens attīrīšana x 2 → sārmu korozija → tekoša ūdens tīrīšana x 3 → skābes kodināšana → tekoša ūdens tīrīšana x 2 → primārā cinka iegremdēšana → tekoša ūdens tīrīšana x 2 → 20% slāpekļskābe → tekoša ūdens tīrīšana × 3 → sekundārā cinka iegremdēšana → tekoša ūdens iegremdēšana x3 → (1-5%) amonjaka iepriekšēja iegremdēšana → pirmspārklāšanas ķīmiskais niķelis → tekoša ūdens tīrīšana x2 → tīrīšana ar tīru ūdeni → vidēja fosfora spilgta ķīmiskā niķeļa vai ar augstu fosfora saturu spilgti ķīmiskais niķelis → tīrīšana ar tekošu ūdeni x3 → pasivēšana → tīrīšana ar tekošu ūdeni x3 → žāvēšana un žāvēšana → pārbaude → iepakošana
Alumīnija substrātam uz elektronisko komponentu, piemēram, pusvadītāju ierīču virsmas, metināšanas nepieciešamības dēļ bieži ir nepieciešama bezelektroniskā niķeļa pārklāšana un bezelektroniskā apzeltīšana. Procesa plūsma ir šāda:
Attaukošana → kodināšana ar sārmu → pulēšana → pirmā cinka iegremdēšana → dezincifikācija → priekšapstrādes šķīdums → otrā cinka iegremdēšana → bezvada niķeļa pārklāšana → kodināšanas prepreg → bezvada apzeltīšana → galīgā apstrāde
3. Pasivēšana
Pasivācija ir metāla apstrāde nitrīta, nitrāta, hromāta vai dihromāta šķīdumā, lai uz metāla virsmas izveidotu hromāta pasivācijas plēves slāni. To bieži izmanto kā cinka un kadmija pārklājumu pēcapstrādi, lai uzlabotu pārklājumu izturību pret koroziju, krāsaino metālu aizsardzību un krāsas plēvju saķeri.
Alumīnija un alumīnija sakausējuma pasivācijas process:
Apstrādājot alumīniju un tā sakausējumus ar hromātu, var iegūt citu ķīmiskās konversijas plēvi, kas pilnīgi atšķiras no anodēšanas. Tās sastāvs ir tāds pats kā cinka un kadmija hromāta plēvei, kas ir sarežģīts hroma savienojums.
Atšķirība starp alumīnija anodu un hromātu --- Vadītspējīgs un nevadošs
Parasti izmantotā alumīnija ekstrūzijas siltuma izlietnes apdare: 1. Tīrīšana 2. Anodēšana 3. Hromāts
Parasti izmantotā vara siltuma izlietnes apdare: antioksidācija
4. Niķelēšana
Niķeļa slāņa pārklājumu uz metāla vai kāda nemetāla ar elektrolītiskām vai ķīmiskām metodēm sauc par niķeļa pārklāšanu. Niķelēšana ietver galvanizāciju un bezelektronisko niķelēšanu.
Galvanizācija notiek elektrolītā, kas sastāv no niķeļa sāls, vadoša sāls, PH buferšķīduma un mitrinātāja, anodam tiek izmantots metālisks niķelis. Kad tiek pielietota līdzstrāva, uz pārklātajām daļām tiks uzklāts vienmērīgs un blīvs niķeļa pārklājuma slānis. Gaišo niķeli iegūst no pārklājuma šķīduma ar balinātāju, bet tumšo niķeli iegūst no elektrolīta bez balinātāja.
Bezelektrisko apšuvumu sauc arī par autokatalītisko pārklājumu. Specifiskais process attiecas uz procesu, kurā metālu jonus ūdens šķīdumā reducē ar reducētāju un noteiktos apstākļos nogulsnē uz cietas matricas virsmas. Kā definēts ASTM b374 (Amerikas testēšanas un materiālu biedrība), autokatalītiskā pārklāšana ir "metāla pārklājuma uzklāšana ar kontrolētu ķīmisku reducēšanu, ko katalizē uzklājošais metāls vai sakausējums". Šis process atšķiras no pārvietošanas pārklājuma. Pārklājumu var nepārtraukti sabiezēt, un pašam pārklātajam metālam ir arī katalītiskā spēja.
Bezelektroniskā niķeļa pārklājums parasti tiek izmantots siltuma izkliedes rūpniecībā labas lodēšanas dēļ.
Populāri tagi: Heat Sink Basic Introduce, Ķīna, piegādātāji, ražotāji, rūpnīca, pielāgots, bezmaksas paraugs, izgatavots Ķīnā